Livstidsmodifiering av
BSA A50/A65 ‑ "Roller Bearing Conversion".
Av: Johan
Johansson
Artikeln har
tidigare publicerats i
Inledning
Ramlagerkonvertering
– ”Roller Bearing Conversion” som här beskrivs för BSA A50/A65 modellerna kan
också tillämpas på BSA A7/A10. Många pratar om det, några har gjort det. Här
kan du få reda på vad det är för något. Vissa anser att det är nödvändigt. Men
en välskött motor kan gott ha lagerbussningen intakt i många år, bara man
håller ett öga på slitaget. På en maskin som skall ”veteran-köras” är det
knappast nödvändigt men om du skall rejsa eller kör mycket hårt är det att
rekommendera. Läs nedan och du förstår varför! Artikeln är uppdaterad med
aktuella adresser och telefonnummer i mars 2006.
Roller Bearing
Conversion ‑ Vad är det för något?
Les Mason heter
en man som arbetade med BSA:s racermaskiner i slutet av 60‑talet. Då åkte
man på Daytona med A65:or. Les Mason utvecklade en metod för att bota de då
kritiska problemet med A65:ans ramlager på registersidan som är ett glidlager
precis som på de äldre A10 modellerna. (Detta gäller givetvis också 500 cc
versionerna A7/A50.)
Mr Mason kom på
en relativt enkel och billig metod att bota dessa problem. Problemet i sig
själv är ganska allvarlig då det i värsta fall kan resultera i totalhaveri av
motorn. Se på fig 1. Här har vi registersidan av en standard vevaxel, där går
oljan från oljepumpen via högra vevhushalvan (blocket) genom
ramlagerbussningen och ramlagertappen vidare ut till vevstakarna. Se fig 1.
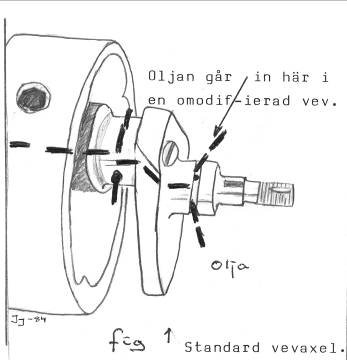
Det är just i
övergången mellan ramlagertappen och bussningen som problemet ligger. När
bussningen börjar bli sliten och glapp så tar oljan en lättare väg istället för
att gå genom vevaxeln går den ut vid sidan av lagringen. Till en början när det
läcker lite spelar det inte så stor roll, men efterhand som slitaget ökar så
sjunker oljetrycket till vevstakarna. Oljan blir ju varm och då blir trycket
ännu lägre. Dessa två faktorerna kan resultera i två saker, skärningar i
vevstakslager, eller skärning i ramlagerbussningen och då kan denna snurra lite
så att all oljetillförsel till bussningen och vevstakarna skärs av. Då sker
samma som i första exemplet, vevstakarna
skär.
Det slutar inte
alltid med detta. Har man otur går en vevstake av och kanske slår sönder
vevhuset, cylinder, kolvar och vevaxel. Det låter dyrt. Det är det också. Men
det finns billiga motmedel mot detta. Det allra billigaste är att köra relativt
lugnt med hojen byta olja enligt service intervallet (var 600 mil) och vara
uppmärksam på bussningens slitage. Står man inför ett vevaxelbyte pga att
ramlagertappen är så sliten eller är skadad att axeln måste bytas eller om man
vill kosta på maskinen en vevaxel konvertering, ‑"Roller Bearing
Conversion". Då kan följande tips vara av värde.
Det var ganska
typiskt att BSA fabriken inte anammade Les Masons idéer för annars hade ju
A50/A65 modellen blivit ganska bra mot slutet.
En väsentlig
detalj som förbättrades 1971 var att man ersatte den gamla aluminium oljepumpen
med en ny som var tillverkad i gjutjärn. Aluminium pumpen hade benägenheten att
om den inte var 100% korrekt i spel mellan hus och pumphjul, tappa tryck. Detta
märktes särskilt när motorn blev ordentligt varmt. En enkel lösning på detta
var att göra den gamla pumpen i hederligt gjutjärn vilken genom att den inte
var lika temperaturkänslig gav en bättre prestanda.
BSA:s artikelnummer på oljepumparna var:
71-1135 (Aluminium)
71-2449 (Gjutjärn)
Gjutjärnspumpen
hade sedan länge använts på BSA:s racing maskiner, vilka även blev utsatta för
denna "Roller Bearing Conversion" som vi nu skall titta närmare på.
R.B.C betyder att man ändrar motorn så att man ersätter ramlagertappens
glidlager med ett dubbelverkande nål‑vinkelkontakt‑kullager. På
fig 2 ser vi hur den modifierade vevaxeln ser ut. (Obs att illustrationerna
endast visar halva vevaxeln ‑ registersidan.) Man lägger genast märke
till det nya tilloppet för oljan som består av ett rör som monterats i
vevaxelns ände och att en kanal har borrats så att den möter den befintliga
kanalen i vevaxeln vid ramlagertappen. De gamla tilloppskanalerna har tätats.
Konstruktionen är lik B33/B34 modellernas. Se fig 2.
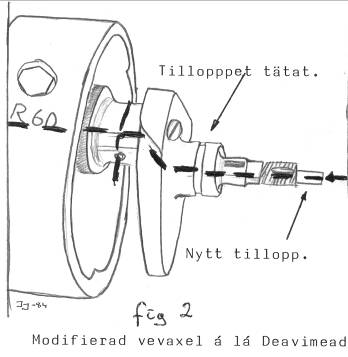
Ramlagertappen
har slipats ned till Ø35 mm. En ordentlig radie används för att undvika
brottanvisningar.(R¸3.5). Detta medför att nållagret måste slipas upp en aning
för att inte bottna mot radien. (Är bara 1 från början på lagret.)
Hela
modifieringen ligger runt ramlagertappen på registersidan, i övrigt är vevaxeln
/ vevstakarnas smörjsystem intakt. Det nya kombinerade nål och
vinkelkontakt-kullagret har en innerdiameter (
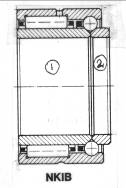
Bilden NKIB
visar det kombinerade nål och kullagret. Ytteringen som nålarna ligger i
pressas in i vevhushalvan som är modifierad för att passa lagret. De båda
lagerbanorna 1 & 2 är delbara. 1:an monteras med press passning på
ramlagertappen.(Det är mycket noga att följa tillverkarens monteringsanvisningar
så att rätt förspänning erhålls.) Detta (1) är själva lagerbanan för nålarna
och ena halvan av kulornas lagerbana. Kulorna ligger lösa med stöd av en liten
kulhållare av plast. Kulorna måste monteras just innan blocket dras ihop då de
låser i ytteringen. Den yttre delen (2) av innerringen låser sedan kulorna
axiellt. Den monteras från utsidan , detta gör att ingen shimsning av vevaxelns
axialspel behövs, detta är nu inbyggt i det nya lagret.
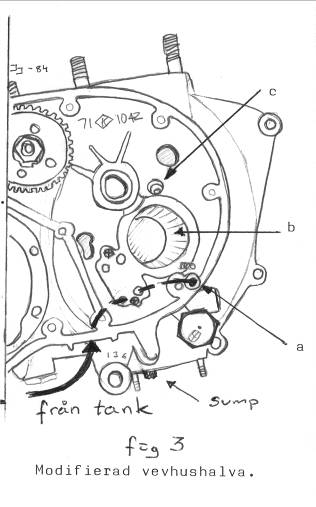
På figur 3 ser
vi vid (c) det hål som leder olja ned till nållagret. Det kan verka lite dåligt
att lagret inte har trycksmörjning, men faktum är att ett nållager (liksom
kullager) kräver väldigt lite smörjning. Mycket mindre än den bussning vi
ersätter med detta. Dessutom är det en tät oljedimma i "luften" i
vevhuset där nållagret befinner sig. Vi ser också den väg oljan går från tanken
via oljepumpen till en ny kanal (a) som kommer in i registerkåpan (fig 4) där
vi ser den mest påtagliga förändringen i motorn, "Näsan". Näsan är
förlängningen av oljekanalen som kommer ifrån (a, fig 3) och går vidare till
det nya tilloppet i vevaxeln. Den här konstruktionen är precis lik tex en B34
(Gold Star). På fig 3 (b) har vi glidlagrets ursprungliga placering som nu har
förstorats så att nållagret passar in.
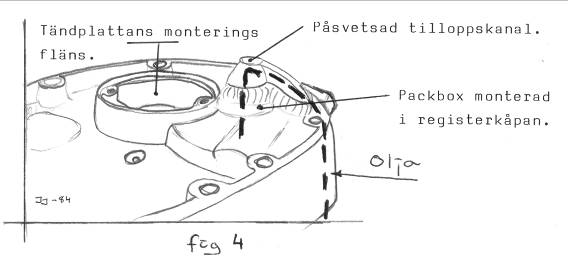
Anm till fig 4,
bilden visar en del av registerkåpan sedd snett underifrån
Till sist kan
väl säga att det är en vettig investering för dej som kör mycket och hårt,
särskilt om du funderar på att trimma din A50 eller A65:a. De flesta 840 cc A65
sidovagnsracers i England kör/körde med denna ändring i motorn. Faktum är att
dessa är de snabbaste i sin klass, de slår för de mesta de betydligt större och
starkare konkurrenterna som använder 4 cylindriga NSU‑motorer med
direktinsprutning, för övrigt samma motorer som satt i den Berlinbyggda
maskinen Mammuth Münch.
Faktaruta.
Kullagret
Vid den ovan
beskrivna konverteringen användes ett kombinerat nål och kullager av fabrikat
INA med typbeteckningen NKIB 5907. Några
data: innerdiameter
Saluförs i
Sverige av INA (Industri Nållager
AB) tel Göteborg 031‑250145.
Roller Bearing Conversion kan utföras av
tex:
Stigs
Motormekaniska i Axvall, Känd för sina fina motorjobb. Han utför konvertering
lik Deavimeds på A50/A65, har ännu inte fått något liknande jobb på A7/A10.
Stig påpekar också att en noggrant monterad bussning med arborrning är ett
mycket gott alternativ. Är du intresserad kontakta honom och ni kan göra det
som är lämpligast för din motor.
Adress och Tel: Stigs Motormekaniska, (Bryggaregatan 1)
Box 9, 532 02 Axvall. Tel: 0511-627 42
I England: SRM
Engineering, tog över när Deavimead lade ner sin BSA Service. Är enligt sig
själva och kanske med rätta "The Worlds No.1 BSA specialists for
conversions, spares and restoration. Är vana vid export och exporterar gärna.
Adress och Tel:
SRM Engineering, Unit 22 Glanyrafon Enterprise Park, Aberystwyth, UK, SY23
3JQ, Storbritannien. (
Kommentarer och tips
från Robert Hortans
Tidigare publicerat
i
Kullagret
Beteckningen på nål‑kulagret
som används skall vara INA (fabrikat) typ NKIB 5907 C3. Det finns två varianter
på det här lagret så glöm inte C3 på slutet. "C3" betyder att lagret
har ett större radiellt spel än standardlagret. Detta måste man ha för att
lagrets ytterbana skall monteras med .002" (
Montering
Vid montering av
innerringen på vevaxeln rekommenderas Loctite 641 Lagermontering, rotera
lagerbanan för att fördela ut medlet jämt så att inte lagerbanan blir oval. Det
är också nödvändigt att både vevhuset och innerringen är absolut fettfria
annars kommer den att lossna, förr eller senare.
När lagerlägena i
vevhuset borras skall man lämna en fläns mot oljepumpen för att hindra lagret
att röra sig axiellt utåt om det trots allt skulle lossna.
Inåt skall det
finnas plats för ett axiellt spel på .010" (
På högra sida (dvs
där INA ‑ lagret sitter) bearbetas vevaxeln så att detta spel uppnås samt
att lagrets inbyggnadsmått hålls, från flänsen i vevhuset och inåt. In mot
vevaxeln slipas en radie på
Övrigt
Det blev kanske
lite mycket detaljerat det här men å andra sidan är det otroligt trist att
lägga ner "X" tusen kronor på att modifiera vevaxeln för att sedan
upptäcka att det inte blev bra.
För att ge en hum
om hur bra det kan bli vill jag ge ett exempel på en A10 (som också kan
modifieras på detta sätt). Vid tomgångsvarv var oljetrycket normalt ibland så
lågt som 5 psi, efter modifieringen hade man 25 psi och efter en varm dag med
hård och entusiastisk körning hade man 15 psi ‑ alltså en avsevärd
förbättring.
The
End
©The
BSA Files www.bsafiles.se 2006